焼結ロウ付け接合技術
自動車のトランスミッションやモータの減速機に多く採用されている「遊星歯車機構」用キャリアは、複数の部品を接合し製作されますが、当社「焼結ロウ付け接合」は、独自開発したロウ材を用い焼結工程時に接合を行う事で、金型では成形不可能な中空構造などの複雑形状品の製造が可能です。当社は長年の実績を元にお客様のニーズを反映した「形状提案」や「長尺品」を強みとしております。
【想定用途】遊星歯車機構キャリア、ピニオン2段ギヤ、長尺形状品
1. 焼結部品の接合方法と特徴
接合方法には、焼結と同時に接合する場合と別工程で行う場合があり、強度、信頼性、材料/形状の制約、コスト等でそれぞれ特徴が見られます。当社が得意な焼結ロウ付け接合は、接合箇所の強度/信頼性に優れ、材料・形状の制約が少ない特徴があります。
[◎:非常に優れている 〇:優れている △:普通 ×:劣る]
| 接合工程 | 接合方法 | 接合部の強度 | 接合の信頼性 | 材質の制約 | 形状の制約 | コスト | |
|---|---|---|---|---|---|---|---|
| 焼結工程 (焼結と 同時に接合) |
焼きばめ・拡散 | 組合せ焼結接合※ | ○ | ○ | △ | ○ | ◎ |
| 液相接合 | 焼結ロウ付け接合※ | ◎ | ◎ | 〇 | 〇 | 〇 | |
| 銅溶浸接合 | ○ | ○ | ○ | ○ | × | ||
| 液相接合 | ○ | ○ | × | ○ | △ | ||
| 固相拡散 | 多層成形※ | ◎ | ◎ | ○ | × | ○ | |
| 焼結工程後 (接合と焼結は 別工程で行う) |
溶融による接合 | 溶接 | ○ | ○ | △ | ○ | △ |
| 摩擦圧接 | △ | △ | ○ | ○ | △ | ||
| その他 | 接着 | △ | △ | ○ | ○ | ○ | |
| 鋳ぐるみ | ○ | ○ | ○ | ○ | × | ||
※当社で採用されている接合方法
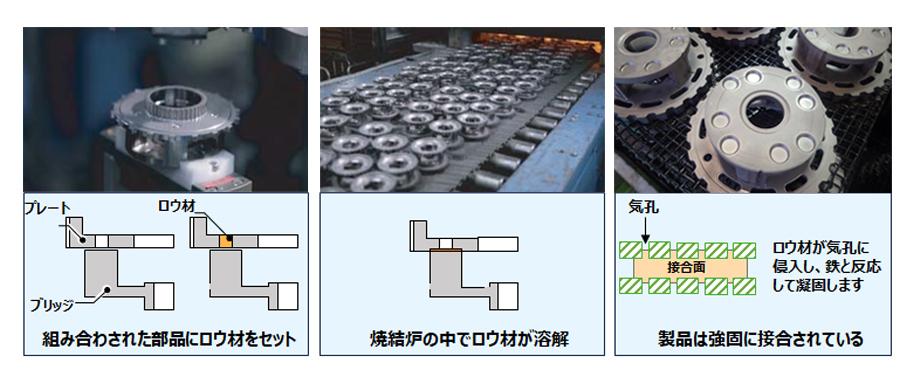
2. 焼結ロウ付け接合キャリア工程
3. 焼結ロウ付け接合キャリアの工程保証
高品質な製品を提供するため、当社では様々なインライン検査を行っています。

接合全数検査工程(超音波検査)
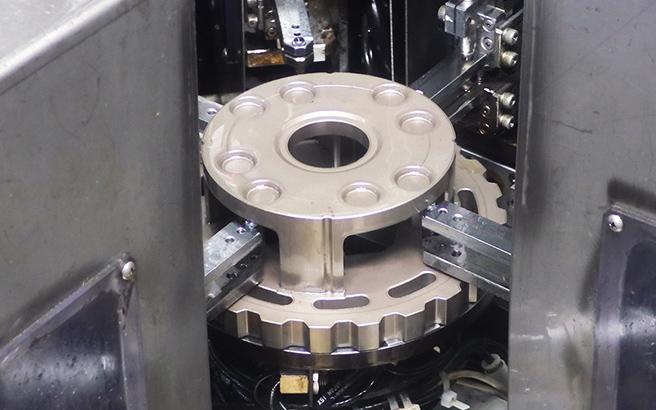
窓幅全数検査工程

磁気探傷検査工程
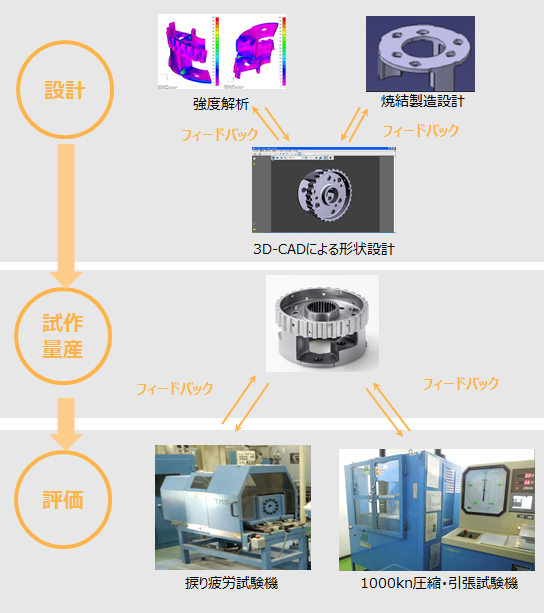
4. 開発システム
当社ではCAE解析等を使いお客様のニーズに沿った最適形状及び工程設計を提案します。
設計
顧客情報よりねじりトルクやスラスト力などの情報からCAE解析を実施。
柱形状や分割位置、ろう材設置場所などを検討。
提図
解析結果より製品形状のニアネットシェイプ設計、製品材質、加工部位、製品分割位置などを折り込んだ製品図面提案。
試作(切削品・金型品)
切削品:焼結体のタブレットから単品(接合前状態)を加工し、ろう付け接合
金型品:金型を製作し成形体をロウ付け接合
評価
ねじり試験機を用いたねじり疲労試験で材質妥当性検討。
引張試験機を用いたろう付け部強度試験でろう材投入量の妥当性検証。