
住友电工集团长久积累的产品制造技术~响应PC、手机及HEV等时代需求的Celmet™~
气孔率98%的多孔质金属体的用途变迁
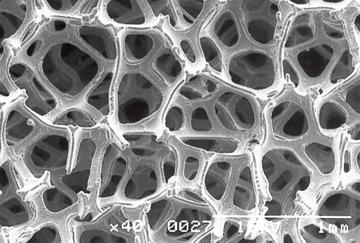
1967年,住友电工引进了英国邓禄普公司开发的发泡金属。即此后通过商标注册的Celmet™。这是一种结构呈三维网眼状的多孔质金属体。以往的结构和制法所实现的气孔率较为受限,而Celmet™的主要特征就在于最高达到98%的气孔率(占整体体积的空间比率)。极高的气孔率便于气体和液体流动,可向孔中填充大量物质,并实现较大接触面积。它还可按用途制成相应大小,具备轻量及高强度这两项前所未有的特征。技术团队发现了Celmet™的巨大潜力,于1970年着手研发。问题在于该材料适用于何种用途。Celmet™在电池与催化剂载体领域的应用备受期待,最先实现商品化的是1974年的煤油汽化器用零部件。随后,为将Celmet™运用于汽车尾气净化装置催化剂载体与电池用电极材料,技术团队不断推进研发。





实现“连续电镀”,运用于镍氢电池
1976年,针对家电生产商的需求,技术团队引进了试制机,制作较长尺寸的电池用电极材料,正式开发连续电镀技术。时至今日,具有相同原型的连续电镀装置尚在运行之中,人们对其进行了或大或小各种改良。通过设备运行实现成本大幅降低,这在Celmet™开发历程中具有划时代意义。
随着笔记本电脑与手机的普及,人们也开始积极开发小型高能密度型充电电池(二次电池)。在电子机器领域,镍镉电池率先实现了实用化。最初,镍镉电池的正极采用以烧结法制成的多孔质金属体,其气孔率最高只有80%左右。但随着电池的大容量化,需要在电极内部尽量多地填充活性物质,1981年,人们首次采用了气孔率较高的Celmet™,随后顺利推进了更替。
此外,随着电池的大容量化,镍氢电池的电极也采用了Celmet™,Celmet™得以进一步普及。

在该时期,作为集团子公司的富山住友电工株式会社(以下简称“富山住友电工”)负责量产Celmet™。随着汽车行业对环保型汽车的需求有所提升,1997年,日本国内汽车生产商发售了全球首款搭载氢电池模块的HEV,Celmet™被运用于镍氢电池的集流体。现任常务执行董事齐藤英敏在当时负责开发巴士和卡车柴油尾气过滤器。
“性能和成本方面毫无眉目,过滤器开发被迫中止。2001年,我被分配至富山住友电工技术部。当时Celmet™主要被运用于手机和数码相机用镍氢电池,可镍氢电池逐渐被锂电池取代,Celmet™的需求骤减,业务陷入亏损。”(齐藤)
此时出现了中止业务的声音,在这样的情况下,齐藤等富山住友电工的成员们开始推进全面降本项目。在手机和数码相机以外的民生用途领域,镍氢电池尚有一定的需求。要在与海外厂商的竞争中立于不败之地,唯一的出路就是降本。

“总之,我们集思广益,细分出了200项降本举措,并脚踏实地地推进举措,终于达成了目标。当时的举措强化了Celmet™业务自身的体制,即便在之后的雷曼事件与东日本大地震期间依然持续盈利。”(齐藤)
为彻底排除金属异物开展举措
当时,针对HEV的一级供应商在技术方面也很有优势,而住友电工是二级供应商。在这样的情况下,Celmet™中混入金属异物成了一大问题。采用了Celmet™的电极一旦附着了金属粉尘等异物,就会引起短路,导致电气功能受损。为了在制造工序中彻底排除金属异物,富山住友电工的员工们群策群力,采取举措。大家不断推进规则化与确认可视化,例如,在工厂入口处进行风淋、洗手、每项作业前都必须更换手套等。此外,还对工厂管理进行了深化,例如,对设备的所有零部件进行整体点检、检查时用分析器对每一个零部件进行成分分析等。
“这些举措转变为富山住友电工的优势,备受客户好评。除工厂管理外,基于MFA(Monozukuri Fundamentals Assessment=制造基础评价)等客观指标,本公司在住友电工集团内部堪称顶级的产品制造实力也获得了高度评价,并促进了降本。”(齐藤)
针对混入金属异物的问题,富山住友电工的员工们“贴近”客户,积极解决问题,公司终于跃升为一级供应商。在其他竞争厂商进退该领域之际,富山住友电工不断强化异物对策、推进降本,让竞争者无从踏足。2019年巅峰时期,Celmet™单月产量达到100万㎡。
注册期刊发布通知服务
注册您的电子邮箱地址后,即可在最新期刊发布时收到通知。
有意者请通过注册表格进行登记。
如需取消订阅,请点击此处。